•‘•ů(PING)§ő§™§Ō§ §∑ °ō•ī•Ž•’•∑•Á•√•◊•™•ę•ŗ•ť§ő•‘•ůUSAň‹ľ“ľŤļŗőĻĻ‘Ķ≠ §Ĺ§ő5°Ŕ
2025«Į11∑Ó12∆Ł°°2025«Į10∑Ó•’•£•√•∆•£•ů•į•§•Ŕ•ů•»§őŐŌÕÕ§Ú•÷•Ū•į§ň∑«ļ‹§∑§ř§∑§Ņ°™
°√ •÷•Ū•į °√ §Ť§Į§Ę§ŽľŃŐš °√ §īÕŤŇĻ•’•£•√•∆•£•ů•į °√ •Ę•ů•Ī°ľ•»∑Ž≤Ő °√ ≤Ůľ“≥ĶÕ◊ °√ ļ≠ ٧őőģ§ž °√ ľ“ńĻ§ő§™…Ű≤į °√ ∆√ńÍ嶾Ťįķň° °√ §™Őš§§ĻÁ§Ô§Ľ °√ •Í•ů•Į °√
•»•√•◊•ŕ°ľ•ł![]() •‘•ů§ő§™§Ō§ §∑
•‘•ů§ő§™§Ō§ §∑![]() •ī•Ž•’•∑•Á•√•◊•™•ę•ŗ•ť§ő•‘•ůUSAň‹ľ“ľŤļŗőĻĻ‘Ķ≠ §Ĺ§ő5
•ī•Ž•’•∑•Á•√•◊•™•ę•ŗ•ť§ő•‘•ůUSAň‹ľ“ľŤļŗőĻĻ‘Ķ≠ §Ĺ§ő5
 Travel to Arizona 05.
Travel to Arizona 05.
°ō•ī•Ž•’•∑•Á•√•◊•™•ę•ŗ•ť§ő•‘•ůUSAň‹ľ“ľŤļŗőĻĻ‘Ķ≠ §Ĺ§ő5°Ŕ
°ŕĻ©ĺžłę≥ō§őŃį§ň§ř§ļ§Ō ʧī§∑§ť§®°Ř
§Ķ§∆°Ę•Ę•Š•Í•ę¬ŕļŖ2∆ŁŐ‹§ő•Ļ•Ņ°ľ•»°£ļ£∆Ł§Ōň‹ľ“łę≥ō§őĹť∆Ł§«§Ļ°£

į’≥į§»§Ļ§√§≠§Í§∑§ŅŐ‹≥–§Š§«ĽĢļĻ•‹•Ī§‚§ §Į°Ę¬őńī§‚ő…Ļ•°£
§≥§őńīĽ“§ §ť§§§§ľŤļŗ§¨§«§≠§Ĺ§¶§«§Ļ°£ń•§Íņŕ§√§∆§§§≠§ř§∑§Á§¶°£

ńęŅ©§Ō•∑•ů•◊•Ž§ •Ę•Š•Í•ę•ů•÷•ž•√•Į•’•°•Ļ•»°£
•Ę•Š•Í•ę§ő•’•Ž°ľ•ń§Ō§Ķ§√§—§Í§∑§∆§§§∆°Ę•«•∂°ľ•»§»§§§¶§Ť§ÍŐÓļŕ§Ŗ§Ņ§§§«§Ļ§Õ°£

§Ń§ §Ŗ§ňň‹∆Ł§ő•™•ę•ŗ•ťľ“ńĻ§Ō§īÕų§őńէͰ£
»ýŐĮ§ňļÚŐŽ§ő•¶•§•Ļ•≠°ľ§¨Ľń§√§∆§§§Ž§Ť§¶§ °ń(^_^;)°£

ńęŅ©§¨§Ę§ť§ę§ŅĹ™őĽ§∑§ŅĽĢŇņ§«°Ę•‘•ů•ī•Ž•’•ł•„•—•ů§őO§Ķ§ů§¨
ň‹ľ“§Úį∆∆‚§∑§∆§Į§ž§Ž§™∆ů ż§Ú§īĺ“≤ū°£
•”•Ž° ļł°ň§Ō∆Łň‹§ę§ť§ő∆√√Ū•™°ľ•ņ°ľ§Ú§»§Í§ř§»§Š§∆§§§Ž•Ę•Š•Í•ę§ő√īŇŲľ‘§«°Ę
•—•√•»° Ī¶°ň§Ō•‘•ů§«§‚ń∂•Ŕ•∆•ť•ů§őįŤ§ň∆Ģ§Ž•’•£•√•∆•£•ů•į§ő•Ļ•ŕ•∑•„•Í•Ļ•»°£
§¶°Ń§ů°Ę§ §ů§»§‚Õͧ‚§∑§§ł¬§Í§«§Ļ°£
°ŕ•‘•ů•™•Í•ł• •Ž•–•ů§«§ř§ļ§Ō√Ú¬§Ļ©ĺž§ňĹ–»Į°™°Ř

Ĺ–»Į§őĹŗ»ų§¨ņį§√§Ņ§ť•‘•ů•™•Í•ł• •Ž§ő•–•ů§ň卧ÍĻĢ§Ŗ§ř§Ļ°£
§≥§ő•–•ů§¨§ §ę§ §ę≥ Ļ•§Ť§Į§∆°ń§≥§őľ÷§«•§•Ŕ•ů•»§Ú≥ęļҧ«§≠§Ņ§ť°Ę
ŅÕ§őĹł§ř§Í§‚2«‹§Į§ť§§§ň§ §Ž§ů§ł§„§ §§§ę§»Ľ◊§√§∆§∑§ř§§§ř§∑§Ņ(ĺ–)°£

•Ř•∆•Ž§ę§ťĻ©ĺž§ř§«§ŌŐů13•ř•§•Ž° Őů20•≠•Ū°ň°£ŇžĶĢ§ņ§»30 ¨§Ō§ę§ę§ŽĶųő•§«§Ļ§¨°ń

∆ĽŌ©§¨Ļ≠§Į§∆ļģĽ®§∑§∆§§§ §§§ő§«°Ę§Ę§√§Ķ§Í15 ¨§Ř§…§«ŇĢ√Ś°£
§≥§≥§¨•‘•ů§ő•ō•√•…§Ú√Ú¬§§∑§∆§§§ŽĘ®1•…•Ž•’•£•ůľ“§őĻ©ĺž§«§Ļ°£
§Ń§ §Ŗ§ň•…•Ž•’•£•ůľ“§ŌŃŌ∂»ľ‘•ę°ľ•Ļ•∆•ůĽŠ§¨ĹÍÕ≠§Ļ§Ž•‘•ů§ő•į•Ž°ľ•◊īŽ∂»§«°Ę
°÷•‘•ů§ő√Ú¬§…ŰŐÁ°◊§ő§Ť§¶§ įŐ√÷§Ň§Ī§ő≤Ůľ“§ň§ §Í§ř§Ļ°£

Ļ©ĺž∆‚§ŌĶ°≥£§ő∆įļÓ≤Ľ§«ņ‚Őņ§¨ Ļ§≠ľŤ§Í§ň§Į§§§Ņ§Š°ĘŃīįų•§•ů•ę•ŗ§ÚŃű√Ś°£
§ř§ŅŐ‹§Ú ›łÓ§Ļ§Ž§Ņ§Š§ő•Š•¨•Õ§‚Ńű√Ś§¨ĶŃŐ≥…’§Ī§ť§ž§ř§Ļ°£

§Ĺ§ž§«§Ō§§§∂Ļ©ĺž§ō°™
≤Ő§Ņ§∑§∆∆‚…ۧŌ§…§ő§Ť§¶§ň§ §√§∆§§§Ž§ő§«§∑§Á§¶§ę°©

§ř§ļľű…’§«Ĺ–∑ř§®§∆§Į§ž§Ņ§ő§Ō•ę°ľ•Ļ•∆•ůĽŠ§őĺ”ŃŁ≤Ť°£
§Ĺ§ő¬ĺ§ň§‚°ń

≥اň∆Ģ§√§ŅG10•∑•Í°ľ•ļ§ő•—•ů•’•ž•√•»° °©°ň§š°Ę

•Į•ť•÷§ÚĽż§√§∆»ýĺ–§ŗ•ę°ľ•Ļ•∆•ů§Ķ§ů§őľŐŅŅ°£

ÕÕ°Ļ§ …Ĺĺīĺű§őőŗ° §ņ§»Ľ◊§§§ř§Ļ°ň§¨ĺĢ§ť§ž§∆§§§ř§∑§Ņ°£
°ŕ∂‚∑Ņ§ň•Ū•¶§Úőģ§∑ĻĢ§ů§«•Ę•§•Ę•ů§ő∑Ņ§Úņģ∑Ņ°Ř

ľű…’§ő ż§ňī √Ī§ į߼ʧÚļ—§ř§Ľ§Ņ§ť°ĘĻ©ĺžłę≥ō•Ļ•Ņ°ľ•»°™
ļ«Ĺť§ňłę§Ľ§∆§Į§ž§Ņ§ő§Ō•Ę•§•Ę•ů§ő∂‚∑Ņ§ň•Ū•¶§Úőģ§∑ĻĢ§ů§«ņģ∑Ņ§Ļ§ŽĻ©ńݧ«§Ļ°£

§ř§ļ§Ō§≥§ő•Ū•¶§«§«§≠§Ņ•ŕ•ž•√•»§ÚĻ‚≤Ļ§«ÕŌ§ę§∑°ĘņžÕ—§ő∂‚∑Ņ§ÚĶ°≥£§ňł«ńÍ°£
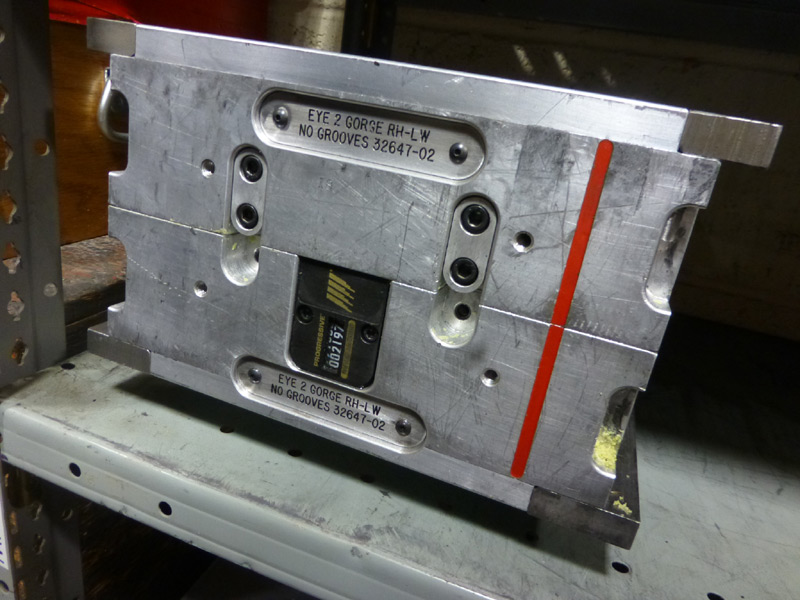
∂‚∑Ņ§Ō§≥§Ń§ť°£≥∆•‚•«•Ž°¶»÷ľÍ§ī§»§ňÕ—į’§Ķ§ž§∆§§§ř§Ļ°£
§≥§ž§Ō2015«Į§őļ«Ņ∑•‚•«•ŽEYE2 GORGE•¶•ß•√•ł§ő∂‚∑ŅĘ®2§«§Ļ§Õ°£
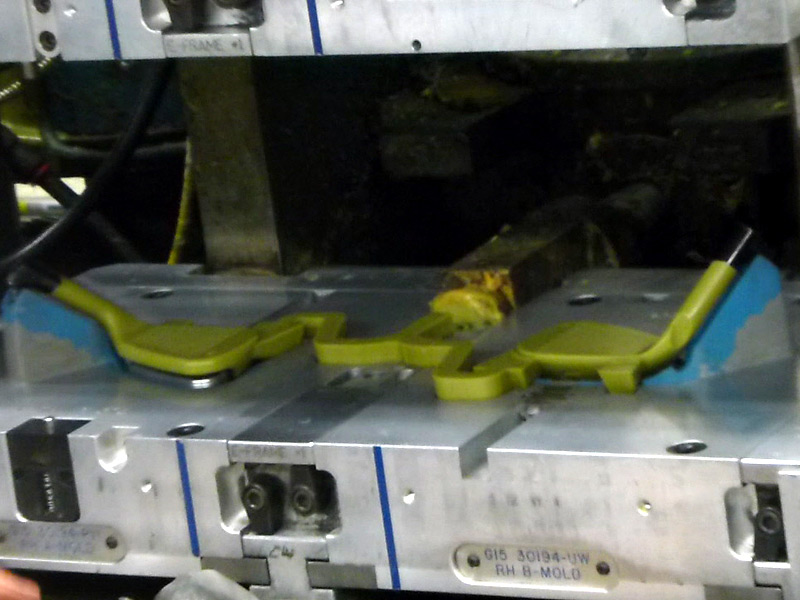
§≥§ő∂‚∑Ņ§ő∑ͧő√ś§ňÕŌ§ę§∑§Ņ•Ū•¶§Úőģ§∑ĻĢ§Ŗ°Ę∑Ņ§Ú§»§Í§ř§Ļ°£
°÷•÷•∑•Ś°ľ•√°™°◊§»§§§¶≤Ľ§»§»§‚§ň•Ū•¶§«§«§≠§Ņ•Ę•§•Ę•ů§¨…‚§≠匧¨§√§∆§≠§ř§Ļ°£

§≥§ž§¨Ĺ–ÕŤĺŚ§¨§√§Ņ•Ū•¶§ő∑Ņ°£§≥§ő∆ŁļÓ§√§∆§§§Ņ§ő§ŌG15•Ę•§•Ę•ů§őUW§«§∑§Ņ°£
§Ĺ§ő∆Ł§ň§Ť§√§∆ļÓ§Ž•ō•√•…§Ōį„§§°Ęi5§ņ§√§Ņ§ÍG30§ņ§√§Ņ§Í§Ļ§Ž§Ĺ§¶§«§Ļ°£
ŇŲŃ≥§≥§ő√ ≥¨§«§Ō§ř§ņĹņ§ť§ę§§§ő§«°Ę§÷§ń§Ī§Ņ§Í§Ļ§Ž§»ī √Ī§ňĹż§¨§ń§§§∆§∑§ř§§§ř§Ļ°£

•Ļ•Ņ•√•’§ő ż§¨§…§ž§ņ§ĪĹņ§ť§ę§§§ęłę§Ľ§∆§Į§ž§ř§∑§Ņ°£
ī…ÕżŅÕ§‚Ņ®§√§∆§Ŗ§ř§∑§Ņ§¨°ĘŅÕ§őőŌ§«§‚ī √Ī§ň∂ §≤§ť§ž§ŽĹņ§ť§ę§Ķ§«§Ļ°£

Ĺ–ÕŤĺŚ§¨§√§Ņ∑Ņ§ę§ťÕĺ∑◊§ …Ű ¨§Ú•ň•√•—°ľ§«ľŤ§Í≥į§∑°Ę
•Ĺ•Ī•√•»§ň«Ú§§ĶÕ§Š ™§Ú§∑§ř§Ļ°£•∑•„•’•»§ÚŃř§Ļ•Ļ•ŕ°ľ•Ļ§ÚļÓ§√§∆§§§Ž§Ô§Ī§«§Ļ§Õ°£

§Ĺ§∑§∆§≥§ő∑Ņ§Ú∆Ī§ł•Ū•¶§«§«§≠§ŅŇଜ§ňľŤ§Í…’§Ī§∆§§§≠§ř§Ļ°£
§≥§őľŐŅŅ§«§Ō§ř§ņ2§ń§ő•ō•√•…§∑§ęľŤ§Í…’§Ī§ť§ž§∆§§§ř§Ľ§ů§¨°Ę
ļ«Ĺ™Ň™§ň§Ō20łń§‚§ő•ō•√•…§¨ľŤ§Í…’§Ī§ť§ž§Ņ°÷•ń•Í°ľ°◊§ň§ §Ž§Ĺ§¶§«§Ļ°£
°ŕīįņģ§∑§Ņ•ń•Í°ľ§Ú•Ľ•ť•Ŗ•√•Į§«•≥°ľ•∆•£•ů•į°Ř
§Ķ§∆°Ęľ°§Ō§≥§ő•ń•Í°ľ§Ú•Ľ•ť•Ŗ•√•Į•≥°ľ•∆•£•ů•į§∑°Ę√Ú∑Ņ§ň§∑§∆§§§ĮĻ©ńݧ«§Ļ°£
§ř§ļļ«Ĺť§ň•ń•Í°ľ§Ú∆√ľž§ Ī’¬ő° •∑•Í•≥•ů°ň§ňń“§Ī§ř§Ļ°£Ę®3
§≥§¶§Ļ§Ž§≥§»§«•Ū•¶§¨ŚļőÔ§ň≥į§ž§š§Ļ§Į§ §Ž§Ĺ§¶§«§Ļ°£
° 匧őľŐŅŅ§őĪ’¬ő§Ō•∑•Í•≥•ů§«§Ō§ §Į°Ę§Ĺ§ž§Úőģ§∑ÕÓ§»§Ļ§Ņ§Š§őÕŌļř§»§ő§≥§»°ň

¬≥§§§∆•∑•Í•≥•ů•≥°ľ•»§Ķ§ž§Ņ•ń•Í°ľ§ň•Ľ•ť•Ŗ•√•Į§ő īňŲĘ®4§ÚŅŠ§≠§ę§Ī°ń
Ī’ĺű§ň§ §√§Ņ•Ľ•ť•Ŗ•√•Į§ňŅĽ§∑§∆ĻĻ§ň•≥°ľ•∆•£•ů•į°£

§Ĺ§∑§∆匧ő•≥•ů•Ŕ•Ę§«ī•ŃÁ§Ķ§Ľ§ř§Ļ°£
§≥§őĻ©ńݧÚ≤ŅŇŔ§‚∑ę§Í ÷§Ľ§–°Ę•Ľ•ť•Ŗ•√•Į§ő√Ú∑Ņ§¨īįņģ§«§Ļ°£
° §≥§ő∆Ł§Ō•Ę•§•Ę•ůį ≥į§őĻ©∂»ņĹ… §‚ļÓ§√§∆§§§Ž§Ť§¶§«§∑§Ņ°ň

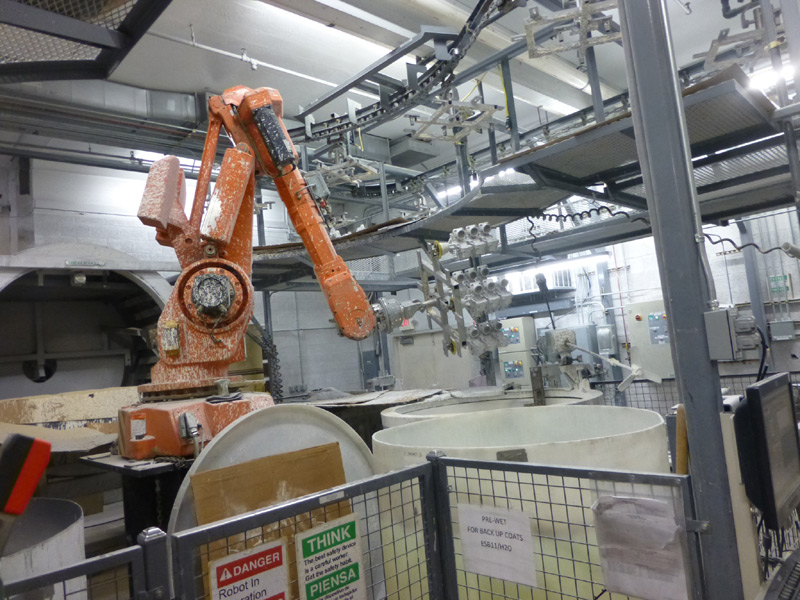
§Ń§ §Ŗ§ň•Ľ•ť•Ŗ•√•Į•≥°ľ•∆•£•ů•į§őĻ©ńݧŌ•≥•ů•‘•Ś°ľ•Ņī…Õż§Ķ§ž§∆§§§ř§∑§Ņ°£
•‚•ň•Ņ°ľ§ň§Ō°÷First Coat Robot Building 1°◊§»…Ĺľ®§Ķ§ž§∆§§§ř§Ļ§Õ°£

§ę§»§§§√§∆Ńī§∆•≥•ů•‘•Ś°ľ•Ņ≤Ĺ°¶•Ū•‹•√•»≤ŧĶ§ž§∆§§§Ž§Ô§Ī§«§Ō§ §Į°Ę
ŅÕ§őľÍ§ň§Ť§ŽņŬ§§‚∆ĪĽĢ ¬Ļ‘§«Ļ‘§Ô§ž§∆§§§Ņ§ő§¨ŐŐ«Ú§ę§√§Ņ§«§Ļ°£
•Ū•√•»ŅۧőĺĮ§ §§»Į√Ū§ň§ŌŅÕőŌ§«¬–ĪĢ§Ļ§Ž§»§§§¶§≥§»§«§∑§Á§¶§ę°£

§≥§Ń§ť§¨ļ«Ĺ™Ň™§ňĹ–ÕŤĺŚ§¨§√§Ņ•Ę•§•Ę•ů•ō•√•…§ő•ń•Í°ľ°£
§ §ů§ņ§ę•‚•≥•‚•≥§∑§∆§§§∆≤ńį¶§§§«§Ļ§Õ(ĺ–)°£
°ŕ√ś§ő•Ū•¶§š•∑•Í•≥•ů§ÚľŤ§ÍĹŁ§≠°Ę√Ú∑Ņ§¨īįņģ°™°Ř

§Ķ§∆°ĘĹ–ÕŤĺŚ§¨§√§Ņ•ń•Í°ľ§ň§Ō§ř§ņ•Ū•¶§š•∑•Í•≥•ů§¨ĶÕ§ř§√§∆§§§ř§Ļ°£
§Ĺ§≥§«•Ū•¶§Ō«ģ§∑§∆ÕŌ§ę§∑°Ę•∑•Í•≥•ů§ŌÕŌļř§ÚĽ»§√§∆ŚļőÔ§ňņŲ§§őģ§∑§ř§Ļ°£

§Ļ§Ž§»§īÕų§őńէͰ£•Ľ•ť•Ŗ•√•Į§ő…Ű ¨§ņ§Ī§¨ŚļőÔ§ňĽń§Í§ř§∑§Ņ°£
§≥§ő√Ú∑Ņ§ňÕŌ§Ī§Ņ•Ļ•∆•ů•ž•Ļ§Úőģ§∑ĻĢ§Ŗ°Ę•ō•√•…§ÚļÓ§Ž§Ô§Ī§«§Ļ°£

§ř§ŅÕŌ§ę§∑§Ņ•Ū•¶§Ōļ∆ÕÝÕ—§∑§∆§§§Ž§ť§∑§Į°Ę§≠§Ń§ů§» ›ī…§Ķ§ž§∆§§§ř§∑§Ņ°£
∑–ļ—Ň™§«§‚§Ę§Í§ř§Ļ§∑°ĘľęŃ≥§ň§‚Õ•§∑§§§«§Ļ§Õ°£
§Ń§ §Ŗ§ň§≥§ő√ ≥¨§«°ń

ļŔ…ۧ¨»ýŐĮ§ňŐĢ√Ś§∑§∆§§§Ņ§Í°ń

•Ū•¶§¨ÕŌ§Ī§≠§ž§ļ∆‚¬¶§ň…’√Ś§∑§∆§∑§ř§√§Ņ∑Ņ§¨»Įņł§∑§ř§Ļ°£
§≥§¶§§§√§Ņ√Ú∑Ņ§«•ō•√•…§ÚļÓ§Ž§»°ĘŇŲŃ≥§Ĺ§ő∑ѧ¨§Ĺ§ő§ř§řļ∆łĹ§Ķ§ž§∆§∑§ř§§§ř§Ļ°£
§Ĺ§ő§Ť§¶§ •ō•√•…§Ō…‘ő…… §»§∑§∆ł¶ňŠĻ©ńݧō∆Ģ§ŽŃį§ň√∆§ę§ž§∆§∑§ř§¶§Ĺ§¶§«§Ļ°£
»ůĺÔ§ňī ∑ť§«§Ô§ę§Í§š§Ļ§§ņ‚Őņ§ň°Ęľ“ńĻ§‚ī…ÕżŅÕ§‚ī∂Ņī§∑§≠§Í§«§∑§Ņ°£
° 匧őľŐŅŅĪ¶§ő ż§Ōī…ÕżŅÕ§«§Ō§ §Į°Ę•‘•ů•ī•Ž•’•ł•„•—•ů§őK§Ķ§ů§«§Ļ°ň

√Ú∑Ņ§ÚļÓ§Ž§ř§«§őĻ©ńݧŌ§≥§ž§«§™§∑§ř§§§»§ő§≥§»°£
≥į§ō¬≥§Į•…•Ę§Ú≥ę§Ī§Ž§»°ĘłĢ§≥§¶§ő∑ķ ™§ň§Ōņ÷°Ļ§»«≥§®§ŽĪͧ¨łę§®§ř§Ļ°£
ľ°§Ō§™¬‘§Ń§ę§Õ°Ę√Ú∑Ņ§ňŇī§Úőģ§∑ĻĢ§ŗ•ņ•§• •Ŗ•√•Į§ Ļ©ńݧ«§Ļ°™
•ī•Ž•’•∑•Á•√•◊•™•ę•ŗ•ť§ő•‘•ůUSAň‹ľ“ľŤļŗőĻĻ‘Ķ≠ §Ĺ§ő6§ōĘ™
- Ę®1.§‚§Ń§Ū§ůŃī§∆§ő•Į•ť•÷§Ú§≥§≥§«ņŬ§§∑§∆§§§Ž§Ô§Ī§«§Ō§Ę§Í§ř§Ľ§ů°£§≥§≥§«łĹļŖņŬ§§∑§∆§§§Ž§ő§ŌĶž•‚•«•Ž§őń…≤√»÷ľÍ§ §…§¨¬Ņ§§§Õ§»§ő§≥§»§«§∑§Ņ°£
- Ę®2.°÷GORGEĻ¬°◊§ő•Į•ť•÷§ŌŃī§∆łŚ§ę§ťĻ¬§ÚĻÔ§Ŗ§§§ž§Ž§Ņ§Š°Ę§≥§ő∂‚∑Ņ§ň§‚°÷NO GROOVES°◊§»Ķ≠§Ķ§ž§∆§§§ř§Ļ°£
- Ę®3.§≥§őľŐŅŅ§őĪ’¬ő§Ō•∑•Í•≥•ů§«§Ō§ §Į°Ęļ«łŚ§ň•∑•Í•≥•ů§ÚņŲ§§ÕÓ§»§Ļ§Ņ§Š§őÕŌļř§ņ§Ĺ§¶§«§Ļ°£§ř§Ņ°ĘłŇ§§ĽŮőѧ«§Ō§Ľ§√§Ī§ůŅŚ§«ņŲ§√§∆§§§Ž§»§§§¶Ķ≠ļ‹§‚§Ę§Í§ř§Ļ°£
- Ę®4.§≥§Ń§ť§‚łŇ§§ĽŮőѧ«§Ō°÷ő≥Ľ“•Ķ•§•ļ§¨įا §Ž3ľÔőŗ§őļĹ°◊§»§§§¶Ķ≠ļ‹§¨§Ę§Í§ř§Ļ°£§Ĺ§őłŚ•ę°ľ•‹•ů°ĘĻĻ§ň3ľÔőŗ§őļŧ«§ř§÷§∑°Ęļ«łŚ§ň•≥°ľ•∆•£•ů•į§ÚĽ‹§Ļ§»§§§¶őģ§ž§»§ő§≥§»§«§Ļ°£ļ£≤ů§őĻ©ĺžłę≥ō§«§Ō§Ĺ§≥§ř§«ĺ‹ļŔ§ ņ‚Őņ§«§ŌŐĶ§ę§√§Ņ§ő§«§Ļ§¨°Ęľ¬ļ›§Ō§≥§ő§Ť§¶§ňļŔ§š§ę§ «Řőł§¨Ľ‹§Ķ§ž§∆§§§Ņ§ő§ę§‚§∑§ž§ř§Ľ§ů°£
•‘•ů° PING°ň§ő•ī•Ž•’•Į•ť•÷ņžŐÁŇĻ°°•ī•Ž•’•∑•Á•√•◊•™•ę•ŗ•ť
![]()

![]()
 Design, Content & Code Copyright 2006 ©
Switch the internet business assistant
Design, Content & Code Copyright 2006 ©
Switch the internet business assistant
![]()